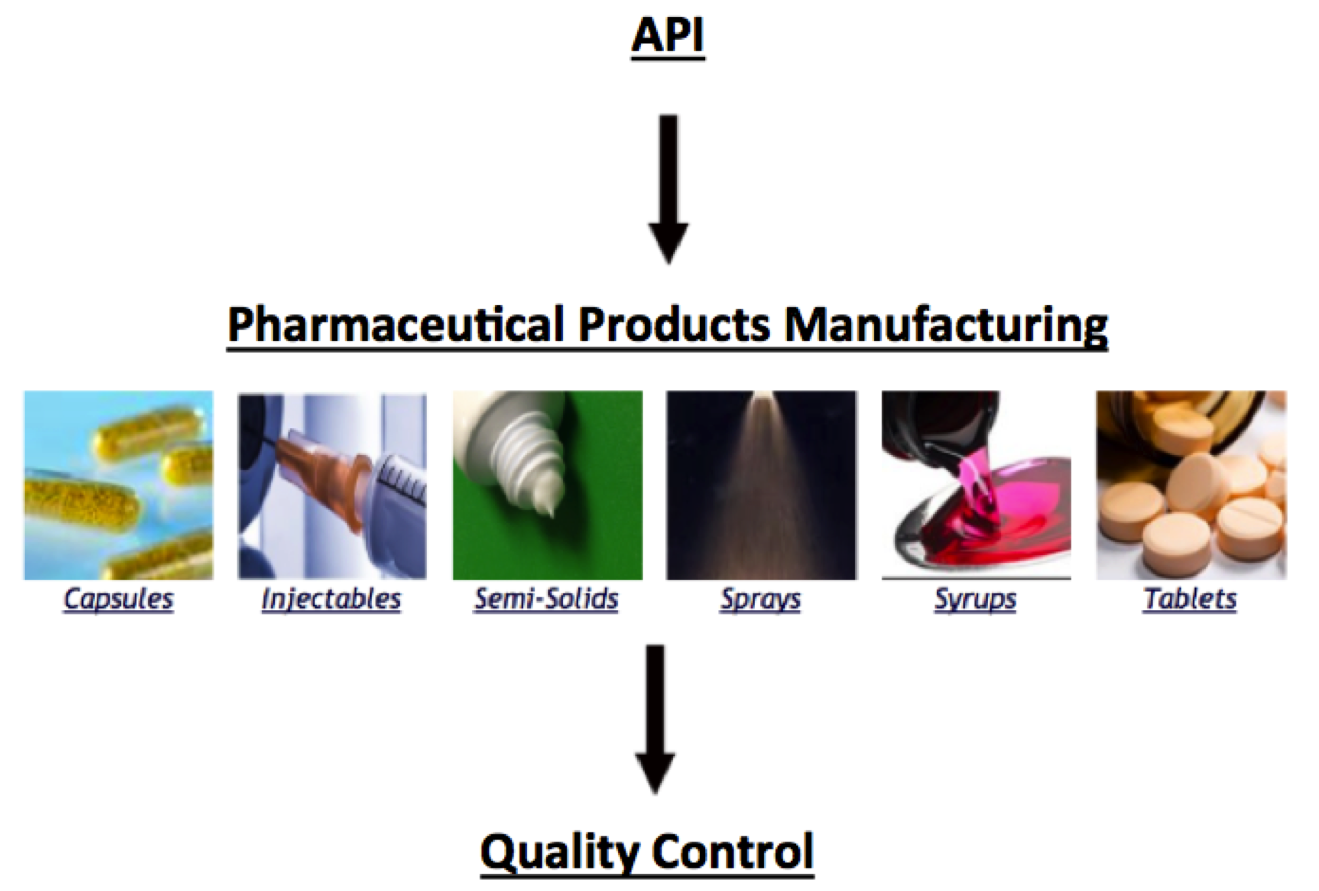
Semi-solid pharmaceuticals can be divided into creams, gels, and ointments. The manufacturing process for these semi-solids are very similar, therefore this section will cover semi-solids as a whole and mention details about each subgroup as they are relevant. The Active Pharmaceutical Ingredient, or API, and inactive ingredients are first mixed, usually at elevated temperatures. Once properly mixed, the semi-solid is cooled to a working temperature and packaged. Depending on the product, some semi-solids will then undergo sterilization.

This module describes production equipment relevant to these process steps. The Quality Control module describes additional equipment used to monitor quality parameters during this process.
Pharmaceuticals Process Map
Mixing
The first step in developing a semi-solid is to mix active and inactive ingredients together, using high shear mixers and/or agitator mixers at an elevated temperature to force the ingredients to mix. Most pharmaceutical semi-solids are emulsions, meaning the ingredients generally do not mix well under normal conditions. For example, most creams and ointments are mixtures of oils and water-based solutions, which are generally immiscible in one another without forced mixing and emulsification. Elevated temperatures are used to reduce the viscosity of the semi-solid while in the working phase to ensure the mixers can properly handle the ingredients. The higher temperature, however, necessitates that the ingredients must be continuously mixed to prevent clumping and burning/denaturation.
Occasionally, the mixing process is a multi-step process. Depending on the formulation for the semi-solid, premix vessels are used to mix certain ingredients first, before being transferred to a final mixing vessel. Commonly used mixers include high-shear mixers, agitators, and emulsifying mixers.
High Shear Mixing
All mixers continuously move material in a cyclic manner so as to evenly distribute all of the ingredients/components to form an ideally homogeneous mixture. High shear mixtures function by slashing through the mixture and using the geometry of the mixing container to force components together over and over again. The most widely used high shear mixers for the production of pharmaceutical semi-solids are batch and inline mixers. As the name suggests, batch mixers mix one large batch at a time; at the conclusion of the mixing period, the mixer must be emptied and any substance that clumped or accumulated on the inside surfaces of the mixer often must be scraped and cleaned before the next batch can be introduced. Inline mixers are slower than batch mixers and often the material is fed through the mixer several times to ensure complete and uniform mixing.
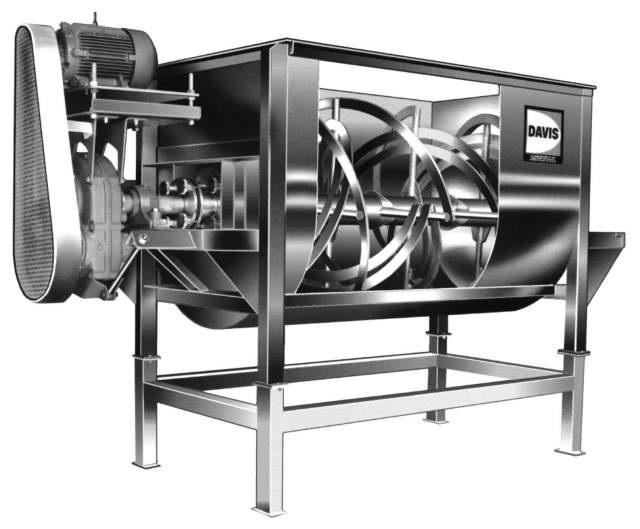
A very popular mixer used for thick substances, such as creams, ointments, and gels, is a ribbon mixer, which is used for its excellent ability to scrape the outside wall of the mixer. The mixer is able to scrape the majority of the mixture off the walls when dealing with semi-solids that have a high viscosity. Ribbon mixers are preferred since the lack of buildup and clumping in the mixer allows for prolonged mixing in relatively large quantities.
A less popular but still widely-used mixer is the Muller mixer. In general, mixers need to be able to handle liquid and semi-solid phases. The rollers on a Muller mixer induce high shear mixing of the two phases, which is ideal for semi-solid manufacturing.
Agitator Mixing
Agitator mixers are primarily used when the mixture components or resulting mixture is very viscous, such as in the production of thick creams and ointments. The greater thickness of these mixtures often requires agitator mixers to take in a smaller quantity per batch processed. The most common agitator mixers used in pharmaceutical manufacturing are planetary mixers and sigma blade mixers.
Planetary mixers are generally shaped like large bowls with an overhang that holds one or more rotating shafts. Affixed to the rotating shafts are blunt blades or paddles that axially rotate with the shafts to stir the mixture. Each of these shafts also rotates along a common axis so that the shafts themselves move in a closed loop around the entirety of the bowl-shaped mixer. Because of this design, complete mixing can be achieved in a very short time. Sigma blade mixers are generally used for softer mixtures and have largely been supplemented by vertical planetary mixtures.
Emulsifying Mixing
The most common and widely used emulsifying mixer is a vacuum emulsifying mixer. The mixer consists of three separate mixers: a central, main emulsifying mixer, a mixer for the oil phase, and a mixer for the water phase. The oil-phase components and the water-phase components each undergo vigorous mixing before being deposited in the central emulsifying mixer. The emulsifying mixer also contains a rotor and stator that pull, churn, shear, and force the materials together. After the central mixture has been churned and mixed thoroughly, the temperature is increased in the mixture to prompt further solubility. The mixture is removed from the mixer using hydraulic pumps, after which it is cooled and sent to packaging.
Packaging
Once the semi-solid is properly mixed, the product is ready for packaging. In order to package a semi-solid, the product is first set to a “working” temperature. This is the lowest possible temperature that can be achieved while still maintaining a low viscosity to allow for packaging. If the viscosity of the semi-solid is too high, it will be very difficult to force the semi-solid into the correct packaging. However, if the temperature is too high, thermal degradation will often occur and spoil the product.
Additionally, the type of packaging container must account for several factors, including corrosion and permeation. If the wrong type of container is used, it could inadvertently spoil the product. Generally, aluminum or polyethylene tubes are used as containers.
For some semi-solids, the packaging is the last step in semi-solid manufacturing, and the product is ready for distribution. However, if the product needs to be sterile, a sterilization step must follow.
Sterilization
The last step in semi-solid manufacturing for some semi-solids is sterilization. Semi-solids that require sterilization are generally meant to be used internally, such as burn creams or lip ointments.
The most common way to sterilize a product is to subject the packaged product to a bombardment of gamma radiation for a set period of time. The gamma rays effectively eliminate any microbes that could be present in the semi-solid. Once the product is properly sterilized, it is ready for distribution.
A second and less common way to produce sterile products is to have the entire semi-solid manufacturing process run under cleanroom conditions. This means that all workers and machinery operate in a certified cleanroom that has little or no microbes present, to ensure no contamination occurs throughout the process. Subsequently, semi-solids manufactured in a cleanroom do not require gamma radiation after packaging. However, due to the high cost of building a certified clean room, this method is not widely used.
After sterilization, semi-solid pharmaceuticals are tested against product specifications. The Quality Control module describes equipment relevant to this testing process.
Acknowledgements
- H.C. Davis Sons Manufacturing Co., Inc., Bonner Springs, KS
References
- Niazi, S.K., Handbook of Pharmaceutical Manufacturing Formulations Semisolid Products Volume 4. United States of America: CRC Press, 2004. Print.
- Wang, H.Y, University of Michigan, personal communications, 2016.
- Yuan, Y., Pfizer Inc., personal communications, 2016.
Developers
- Howard Hsu
- James Rivard