
Pipe systems are an essential part of almost all industrial processes. Fittings allow pipe systems to be configured in different shapes. Several types of joints are used to connect pipes and fittings. Pipes and similar hose, tubing, and ducting exist in a variety of sizes and materials. The hose shown below is used in industrial vacuum systems for solids transport.

Systems
Piping is the primary method of fluid transport.

General Information
The main considerations in piping system design are process conditions and safety.
The process conditions that most directly affect the piping system are temperature, pressure, ambient influences such as cooling in a vacuum or thermal expansion of trapped gas, and dynamic effects due to the surrounding environment.
Safety measures are designed around the properties of the fluid, its effect on people or the environment, the amount of fluid that could be released if the piping system should fail, and how the properties of the piping system itself can accommodate the fluid service.
Equipment Design
The American Society of Mechanical Engineers (ASME) and the American National Standards Institute (ANSI) have established codes for piping systems. The codes provide guidelines that standardize sizing, design formulas, and safety restrictions. Pressure-stress evaluation of piping is similar to that for pressure vessels. Wall thickness is directly related to pressure.
Pipe systems must be flexible enough that thermal expansion and contraction don’t cause support failure, leaks, or damage to connected equipment. Adding components such as expansion joints, bends, or corrugated pipe can increase a system’s flexibility. A pipe bend can be smooth , creased, or corrugated so long as the surface does not crack or buckle. Pipes are often heat-treated to alleviate any effects of welding or bending on pipe stability.
Pipe supports help prevent pipe deformation due to loads produced by process conditions. Components added for flexibility must also be sufficiently anchored to avoid adding stress and strain to the piping already in place. The location and types of the supports are determined by the expected thermal expansion of the material, stress analysis of the pipes, and the allowable distances between the supports. Supports may be resilient or constant-effort and work with either hanging or laid pipe. From the left to right are a clevis hanger, a pipe stand, a wall bracket, and a pipe clamp.

Usage Examples
The piping system shown below to the left is used to transport orange juice. The pipe system to the right is used as a truck loading rack in a refinery.


(Copyright Piping Systems, Inc., Hortonville, WI)
Advantages
- Most efficient method of vapor and liquid transport
- Wide variety of materials and sizes are available
Disadvantages
- Solids transport results in excessive abrasive wear
- High price for materials to handle corrosive service
Fittings
General Information
The purpose of fittings is to make directional changes in a piping system and to connect pipes of different sizes. Most pipe fittings are made by casting, forging, hot-forming, or cold-forming. The picture below shows some examples of various pipe fittings.

Equipment Design
The purpose of return bends and elbows is to change the direction of flow. Caps close off the ends of pipes that are not connected to other components. Saddles are used to add a connection to a pipe that did not previously have one. Reducers are used to connect pipes of different sizes. Laterals, “Y”s, tees and crosses connect more than two pipes at one point, converging or diverging streams. The diagram below shows a variety of pipe-fitting schematics.

Joints
General Information
The ideal pipe joint is easily assembled, does not introduce weaknesses in the piping system, and provides a seamless flow path. Usually, pipes that are easy to disassemble fail to meet one of these criteria. The three most typical types of joints in process piping systems are welded, threaded, and flanged. Other joints used in utility services include groove and press-fit systems.
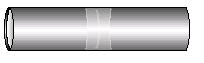
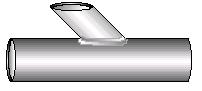
Three types of welded joints are frequently used. Butt-weld joints, in which portions of pipe of equal dimensions are lined up and welded, are most common in metallic piping systems. Socket welds are also found frequently. Branch welds are sometimes used in place of a fitting.
Equipment Design
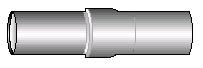
Threaded joints, in which the end of a pipe or fitting is notched to allow it to screw into another pipe or fitting, may have tapered ends or straight ends, as shown pictured here. Threaded joints are most often used in pipes with diameters of 2″ or less.


(Courtesy of PEX Supply, Farmingdale, NY)
Taper-pipe-threads usually require a filler material, known as “pipe dope” to prevent leakage. Pipe dope also acts as a lubricant to minimize wear between meshing tapered threads. Lubricant is very important in threaded stainless steel joints. Although rarely used in process lines, seal welds are also used for leakage protection when two pieces with significantly different thermal conductivities are jointed. They may not be used where pipe dope has already been applied.
Flanged joints are commonly used in pipes with a diameter of 1/2″ or greater and when disassembly is anticipated. Flanged-end pipe is only available in a limited number of materials, but flanges such as the one shown here can be attached to pipes. Flanged-end fittings are available in most pipe sizes and materials. The five basic types of flanges are blind, lap, weld, socket weld, and slip-on.


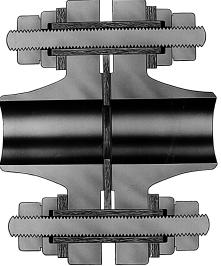
(Copyright IMAC Systems, Inc., Tullytown, PA)
Gaskets or metal-ring-joint facings are placed between flange faces to protect against leakage. The bolts that hold flanges together are subject to the same codes that pipe and pipe fittings are and their selection depends on the type of flange and gasket.
When assembling a polymeric piping system, solvent-based glue is most often used to join pipes. Alternative joining techniques include removable socket joints, clamping, and electrofusion. Electrofusion is the process of using electric heating elements, usually found within a special fitting, to melt the outside pipe wall and inside of the fitting to form a tight homogenous joint.
Advantages
- Welded joints provide strength equal to the original pipe, do not impair flow pattern, and are resistant to corrosion.
- Threaded joints are easy to assemble and effective in lightweight, low-pressure operations.
- Flanged joints can be adapted for most types of fluid service.
- Flanges can be disassembled and reassembled with relative ease.
Disadvantages
- Welded joints require precise alignment, require skilled labor and equipment, and can’t be disassembled.
- Threaded joints of more than 2″ diameters significantly increase the cost of tools and assembly labor.
- Threaded joints require filler material to prevent leakage through the threads.
- Threaded joints require precise alignment, are not of uniform length when joined, and thus are difficult to pre-assemble.
Materials & Construction
Pipes and tubing can be classified as either welded or seamless and are made of steel, iron, nonferrous metals, or non-metallic materials.

General Information
Pipes and tubing, such as the pipes shown below in an oil refinery, are manufactured primarily by welding sheets of metal, heating a metal cylinder, or extruding plastic.

Pipe and tubing materials include:
- Carbon steel and stainless steel
- Cast iron and ductile iron
- Non-ferrous metals, such as aluminum, copper, nickel and their alloys
- Non-metallic materials, such as concrete and plastic
Equipment Design
Pipes can be either welded or seamless. Welded pipes are made by welding sheets of metal into cylinders using either continuous weld (CW) or electric resistance weld (ERW). Welding pipes results in greater control and accuracy of wall thickness and allows for the large-sized pipe to be produced easily.
Seamless pipe is produced by heating a solid, forged cylinder to a very high temperature and piercing it through the center while rotating it. The pipe is further rolled and drawn to obtain a final product. This, however, frequently leads to non-uniform wall thickness. Other methods of producing seamless pipe include boring the center of a cylinder, extruding plastic, or casting in a mold.
Pressure ratings are generally highest for seamless pipe, followed by ERW and CW respectively.
Piping systems can be made out of steel, iron, nonferrous metals, and non-metallic materials. Considerations in material selection include response to extreme temperatures and fire, susceptibility to corrosion, compatibility with pipe fittings and accessories such as gaskets, and the likelihood of embrittlement.
Carbon steel and alloy steels are the most widely used and the most extensively regulated construction material. Most steel pipes are produced by welding.
Cast iron and ductile iron are much less expensive than steels, and so are preferred for low-pressure conditions and when extensive corrosion is expected. Iron piping is commonly used for underground water service. Also available, but rarely used, is high-silicon iron, which is especially incompatible with flammable and highly toxic fluids. Most iron pipe is produced by welding.
Non-ferrous metals are usually available only in seamless pipes because welding greatly reduces their strength. Aluminum pipes, such as the forged pipes shown below, perform best at low temperatures and are resistant to external atmospheric corrosion.

Copper pipes are commonly used to transport water, compressed and inert gas, and refrigerants. Copper is easily manipulated and can usually maintain performance after freezing.
Nickel performs well in high-temperature environments. Increasing nickel content provides increased corrosion resistance, but also increases cost.
Some of the most common non-metallic pipe materials include asbestos cement, sewer pipe, concrete, glass, fiberglass, porcelain, and plastic. Plastic and rubber are popular pipe liners.
Plastic pipes do not corrode. A fluid that is incompatible with plastic will soften it rather than strip away surface layers. Plastic pipes are lightweight, easy to assemble, and more sensitive to heat and stresses than metals. Their use is limited to low-temperature service and fluids of less than 10 bar in pressure. They also require more extensive support than metal piping. Common plastics include polyethylene (PE), polyvinyl chloride (PVC), and polypropylene (PP).
Polymer piping systems are used in high purity applications for chemicals and deionized water and are quite popular in the pulp, paper, pickling, and power generation industries. These systems account for only 10% of total piping in the chemical process industry in part because their long-term durability is not well known.
Usage Examples
Pipes are used in flare systems, such as the one pictured, to transport exhaust gases and to deliver fuel to the flare tip.

Advantages
- Aluminum performs well at low -temperatures.
- Aluminum is resistant to external atmospheric corrosion.
- Copper is easily manipulated.
- Copper maintains performance after freezing.
- Nickel performs well in high-temperature environments.
- Plastic does not corrode.
- Plastic is lightweight and easy to assemble.
Disadvantages
- Aluminum is sensitive to heavy metal ions, such as copper and nickel, and corrodes in their presence.
- Basic environments and prolonged exposure to wet insulation have adverse effects on aluminum.
- Aluminum performs poorly at high temperatures.
- Plastic is sensitive to heat and stress.
- Welding greatly reduces the strength of non-ferrous metal piping.
Piping Insulation
General Information
Thermal insulation is often seen with piping systems in the industry. Thermal insulation serves many purposes. It prevents energy loss, provides sound control, and provides thermal control. Just 1 inch of insulation can reduce energy losses by 85%, while several inches can reduce losses by up to 95%. Thermal insulation is also a great sound absorber to reduce noise in the work area. It can also prevent fluids from freezing and decreasing in viscosity due to ambient temperature changes.
Additionally, thermal insulation helps ensure personal safety. First, it insulates hot pipes, thereby preventing workers from getting burned. It also reduces the surface condensation on cold pipes, which could cause large puddles and slippery spots in the work area. Furthermore, thermal insulation can be used to provide fire protection against any flammable fluids in the pipes.
The one drawback to insulating pipes is that fluid trapped under the insulation can lead to corrosion. Corrosion is a concern for all outdoor piping systems. However, there are three methods used to prevent corrosion: applying a protective coating to the pipe prior to insulation installation, using low-permeability insulation to prevent water from reaching the pipe, or simply keeping the insulation dry.
Acknowledgements
- AMRI, Inc., Houston, TX
- Anvil International, Exeter, NH
- Dultmeier Sales, LLC, Omaha, NE
- IMAC Systems, Inc., Tullytown, PA
- Kaeser Compressors, Inc., Fredericksburg, VA
- PEX Supply, Farmingdale, NY
- Piping Systems, Inc., Hortonville, WI
- Scanning Technologies Inc., Baton Rouge, LA
- Schmalz Inc., Raleigh, NC
- W2 Energy, Inc., Carson City, NV
- Zeeco, Inc., Broken Arrow, OK
References
- Almasi, Amin. “CPI Machinery: Commissioning, Startup, and Piping.” Chemical Engineering. December 2012: 46-50
- Barber, Michael J. Handbook of Hose, Pipe, Couplings, and Fittings. 1st ed. Morden: The Trade & Technical Press Ltd, 1985: 105-156, 159-207.
- Crocker, Sabin. Piping Handbook. 4th ed. New York: McGraw-Hill, 1945: 348-693, 721-753.
- Drake, Steve, J O Galloup Co., personal correspondence, May 2013.
- Hart, Gordon H., and Yarbrough, David. “Industrial Insulation Systems: Material Selection Factors”. Chemical Engineering. 10(2010): 34-40.
- SchuBler, Stephan. “Polymer-Based Piping Systems in the CPI”. Chemical Engineering. 9(2010): 32-36.
Developers
- Erica Mauter
- Jonathan West
- Matthew Robertson
- Andrea Roberts
- Steve Cotton
- Thomas Plegue