Large scale brewing is comprised of many fundamental chemical engineering unit operations. The barley or wheat is first prepared by malting, to start germination and expose the seed. Mashing, in which malt is ground to expose the endosperm and ultimately convert large starches into sugars, is often grouped as an extension to malting. Next, lautering and sparging separate the now-spent grain from the wort, also called “sweet water,” which is boiled to kill microorganisms and homogenize the flavor profile. The wort is then fermented, where yeast consume the sugar, creating alcohol and carbon dioxide. The resulting green beer needs to be conditioned by filtering and pasteurizing to develop its flavor profile. Finally, once specifications are met, the product is packaged.
This article describes each step in the brewing process in greater detail and discusses the equipment and production techniques most commonly used in the industry.
Preparation
Malting
The first step in the brewing process is malting the barley, or occasionally wheat, to prepare the starches for conversion to sugars through enzymatic action. The barley is removed from the grain silo and steeped in hot water for roughly 40 hours, then allowed to germinate for five days. A large vat with baffles in the middle is used to increase air exposure to the grain. The barley germination is terminated by heating in a dry kiln, such as the one pictured below. For a “pale” beer, lower heat is used, whereas for a darker beer a higher heat is used to partially roast the barley. The time of germination determines its diastatic power, the power to convert starch to sugar. After kilning, the malt is stable until the brewer is ready to move on in the process. Many brewers outsource the malting process to a maltster because of the large area required for the kilning equipment and to spread out and store the grain on the plant floor.

Production
Mashing
Mashing can be considered an extension of malting, as water is again being added to the grain. To prepare the barley for this process, it is processed in a roller mill, pictured below, to expose the carbohydrate-rich cotyledon (the energy store of the barley originally intended for the sprouting process). For large-scale production, 2-, 4-, or 6-roll mills are used, generally, either a lauter tun or a hammer mill, depending on the quality of the malt. This step is often accompanied by the addition of water to make the barley more pliable and thus less likely to break when milled. The resulting grist can be as fine as powder, or only slightly crushed, depending on production requirements.

The milled and malted grain is mixed with warm water in a mash tun, a jacketed vat with a low aspect ratio, to produce a mash through saccharification. In this step, the enzymes created in malting break down the large starch molecules into sugars that will be digestible by yeast later on. Mashing involves several temperature rests, when the brewer holds the malt at a set temperature for a period of time. Most malted grains come fully modified, meaning that the grain is fully germinated, and therefore the brewer really only needs to perform the final saccharification rest, which is at a temperature of 140 to 155°F, for an hour. During this rest, starches are readily converted into fermentable and unfermentable sugars. Additionally, a pH of around 5-6 is naturally established, but should be consistently monitored as anything outside this range will cause lower reaction performance or entirely different by-products. The last step in mashing is to raise the temperature just above the threshold for enzymatic activity to cease said activity.
Lautering and Sparging
The goal in lautering and sparging is to separate the sugar water from the grain waste product. All the material is transferred to a lauter tun, which is wider and shorter than a mashing tun and contains knives that help stir the pot and ensure any and all sugar is removed from the spent grain. Throughout this step, the grain is rinsed with warm water while the sugar water steadily drains out the bottom. The sugary, malty liquid the brewer extracts from this process, called sweet wort, contains amino acids, metal cations, proteins, and fermentable and unfermentable sugars. After the lautering step, the majority of the sweet wort is still contained in the spent grain, so more water is sparged through the lauter tun to release it. If too much sparge water is used it will dilute the final product, so this is a delicate process. One risk to be noted with using a continuous sparge is that if the pH rises above 6, an undesirable component – tannin – will fall out of the tusks. Therefore, the sparge must be stopped when the sugar concentration in the fluid being extracted drops below a specified threshold or when the pH rises above a set point. The setpoint is referred to as the “last runoff,” and is the point beyond which no more usable material can be significantly extracted. Overshooting this point often results in mixing waste material back in and is generally accompanied by a spike in turbidity, or haziness of the final product.
Boiling
Boiling then occurs for 30 to 90 minutes to sterilize the wort and kill microorganisms, meld the flavors, create currents that increase mixing, add color, vaporize contaminants and undesired waste substances, and increase the concentration of the extract. Most importantly, the heat from boiling is used to isomerize the alpha acids present in hops and convert them into “bittering units.” Hops are added periodically to the brew to customize the flavor profile and improve shelf life, resulting in a bitter wort. The earlier the hops are added, the more bitter the beer will be. Addition of hops later in the boiling phase adds aroma to the beer. The extent of the boiling determines the alcohol percentage and how concentrated the taste is.
The Maillard reaction that takes place in this stage results in the amino acids and sugars in the bitter wort combining to give a more robust, malty flavor to the final brew. At the end of the boil time, the bitter wort is pumped out of the vessel and then pumped back in at an angle. This creates a whirlpool, such that many undesired ingredients fall to the center and the rest of the bitter wort is pumped out to be chilled to proper fermentation temperature. A typical pump setup is seen below.

The boiling and whirlpool stages both create dimethyl sulfides (DMS) in the mixture, which gives the beer a creamed or cooked corn-like aroma that may or may not be desired, so the two processes must be controlled for this variable as well.
Wort Cooling
As the name would suggest, the wort is allowed to cool prior to fermentation. This step is critical to the process to ensure that the mixture has ceased reacting or boiling prior to fermentation.
Fermentation
After the beer is boiled it is racked into a fermenter, where yeast is added to consume the sugar in the wort, reacting to produce alcohol and carbon dioxide, resulting in cooked yeast. Yeast s can be categorized as “top-fermenting” or “bottom-fermenting.” Top-fermenting yeast is added at 10-25°C and left to ferment for 40 hours, whereas bottom-fermenting yeast is added at 5-10°C and left to ferment for several days. The yeast falls out of the brew through flocculation. Some types of beer require re-flocculation to occur, which means re-suspending the yeast, while other beers, such as wheat beer Hefeweizen, have yeast that remain in suspension, resulting in a cloudy final product.
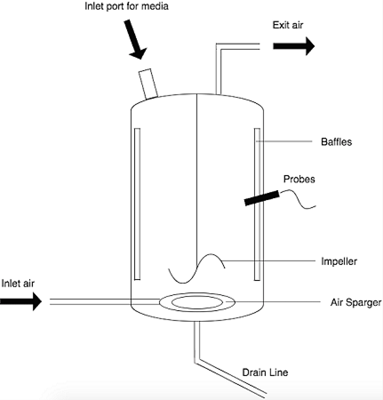
The mixture is then left in a fermenter to age for 2 to 14 days for ales, or as much as months for lagers. In a closed-top fermenter such as in the continuously-stirred fermenter diagram below, the carbon dioxide formed in fermentation carbonates the beer. In an open-top fermenter, carbonation occurs in the conditioning stage. The temperature of the mixture is maintained at a constant value and is dependent on the type of yeast added.
Stirred or agitator fermenters must be operated at a very low speed to prevent over-agitation and shearing. Some large-scale productions use a recirculation mixer, which continuously feeds the fermenting beer through pipes from the bottom of the mixer to the top. While the recirculation mixer results in faster and more complete fermentation, such mixers are generally more expensive than stirred and agitator fermenters and carbon dioxide production occurs much earlier in the process, so a larger portion of the carbonation dissipates.
Fermentation concludes when certain indicators are reached, such as pH (generally between about 4.00 and 4.40), alcohol content (usually between 4.0 and 6.5% by volume), and the number of vicinal diketones, which heavily contribute to flavor and richness.
Waste Disposal and Recycling
The fermented product is then centrifuged to remove the majority of the yeast and filtered to remove microbes, any remaining yeast, and solid contaminants/impurities. Certain adsorbents are added to remove unwanted proteins that could alter the flavor and consistency of the beer. Depending on the taste requirements, the mixture may be dry-hopped or placed in a cask for maturation.
The by-products or “waste” of the process include spent grain, used yeast, and carbon dioxide. The grain and yeast are typically sold to agricultural facilities, while the carbon dioxide is collected, scrubbed, purified, and reused in the process.
Quality Control and Preservation
Conditioning
At this point in the process, the beer is classified as a “green” beer. It contains many unpleasant by products of fermentation, such as acetaldehyde, diacetyl, and dimethyl sulfide. Given time, the yeast will absorb many of these components. While the beer is given time to condition, the heavier components will also precipitate out and further clarify the beer.
Quality Control
The conditioning stage provides an opportunity to adjust the beer’s final flavor profile. The brewer can test for bitterness and add hop iso-acids as necessary to increase bitterness. Gelatins can also be added to further aid in the precipitation of the proteins and heavier components if the beer is still too cloudy. Additionally, flavoring and coloring agents can be added to ensure that the beer is within specifications.
Furthermore, larger breweries with big distribution networks will pasteurize and filter their beers to preserve and guarantee safety and quality for the consumer. If the beer was not pasteurized, it would continue to condition during storage, which could change the flavor profile of the beer and greatly reduce its shelf life. Vacuum filtration equipment, as shown below, can be used for this step.

The amount of dissolved oxygen in beer is also an important metric to check before packaging and shipping the product. The greater the amount of dissolved oxygen in the beer, the more quickly it will spoil and thus the shorter the shelf-life of the product.
For large beer chains, the exact appearance and taste of the beer is an important aspect, as popular brands want to ensure that their product is consistent. Major beer companies thus may also have a series of approval checks to confirm consistency prior to packaging and shipping.
Packaging
As mentioned in the fermenting section, the beer can either be carbonated in the conditioning stage or during the fermentation stage. The beer at this point has fully developed and is now called a bright beer. The bright beer is then packaged into pressurized metal cans or glass bottles.
Acknowledgements
- Flowserve Corporation, Irving, TX
- Komline-Sanderson, Peapack, NJ
- Mendel Company, East Hanover, NJ
- Nutec Bickley, Santa Catarina, Mexico
References
- Filmore, David. “Tapping chemistry: The brewer’s art.” American Chemical Society, 2001, pubs.acs.org/subscribe/archive/tcaw/10/i12/html/12filmore.html.
- Katz, Sandor Ellix. “The Art of Fermentation.” Google Books. Chelsea Green Publishing, 2012.
- Masher, Michael, and Kenneth Trantham. Brewing Science: A Multidisciplinary Approach.
- Eblinger, Michael, editor. Handbook of Brewing. Wiley-VCH, 2009.
- “Microbrewery.” Chesapeake’s, www.chesapeakes.com/microbrewery.html.
Developers
- Fritz Hyde
- James Rivard