
The canning of food has its origins in the early 19th century when the French brewer Nicolas Appert began preserving foods in airtight containers, answering the emperor Napoleon’s nation-wide challenge to feed his army. Over the years, the development of vacuum seal technology, heat treatments, and industrial techniques have modernized food preservation. Today, the canning industry uses precise, high speed, and high-temperature equipment to quickly output a large quantity of canned food products.
Canned food manufacturing and production can be carried out for a variety of food products, including processed fruits, vegetables, and meats. Regardless of ingredient-specific preparations, the process for the production of canned goods consists of the same general operations: Ingredient preparation, canning, and labeling.

Ingredient Preparation
Before reaching the consumer, the contents of each can must be prepared by cleaning, cooking, and portioning.
Fruits and Vegetables
Fruits and vegetables are harvested and sent to food processing plants where they are individually prepared through washing, grading, cutting, blanching, and peeling. In general, fruits are cut, trimmed, and/or cored before blanching, while vegetables are typically blanched prior to these steps to soften them and loosen their skins. Ultimately, the order of these steps depends on the specifications of the final product and some fruits and vegetables may undergo only a few of these operations.
Washing and Grading
After being harvested, whether mechanically or by hand, produce undergoes washing and sorting steps. In washing, the fruit or vegetables move along a conveyor belt or agitating/revolving screens while being washed with high-pressure streams of water to remove external contaminants such as dirt. In the continuous process, the produce is next passed onto screeners or rollers that sort for size, with significantly undersized specimens and particulate contaminants falling through as waste. The desired produce is then further sorted, or “graded” according to maturity, size, and shape. Grading may be performed manually, as on the left below, although newer optical sorting methods, shown on the right, are faster and more accurate. Optical sorting uses pulsed LED light to quickly sort food according to configurable quality and size thresholds.


Optical sorting can be used to quickly sort specimens by color. In the canning of fruits and vegetables, this method is particularly advantageous with smaller produce, such as grapes or beans, as defects and contaminations may not be immediately visible to the human eye.
Cutting, Trimming, and Coring
After grading, both fruits and vegetables may be further processed through cutting, trimming, and coring. These steps ensure that a ready-to-eat, high quality product is delivered, without the need for further preparation by the consumer.
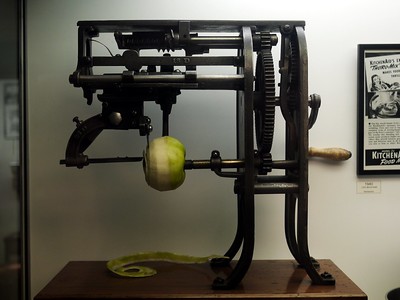
Produce may be cut, sliced, and cored through the use of mechanical appliances similar to the mechanical peeler shown in the Peeling section below. The individual pieces of fruit or vegetables are held or skewered in place while a blade performs the required operation, and the produce moves along a conveyor to the next step in processing.
Stiffer vegetables, such as carrots, potatoes, or cabbage, may also be finely cut or shredded in a mechanical cutting machine like the one shown in the video below. In industrial use, the washed and graded produce is conveyed into the top of the machine, then it passes through it for shredding before falling onto another belt where it is transported to further processing.
Blanching
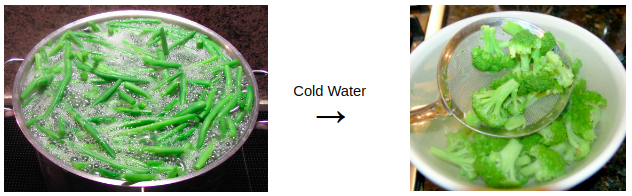
The blanching, or cooking, of fruits and vegetables primarily serves to preserve their nutrients by neutralizing microorganisms and enzymes that contribute to degradation of product quality, extending the shelf-life of the final product. The cut fruits or vegetables are immersed in temperature-controlled boiling water or steam, and then rapidly cooled to prevent further cooking. Blanching ensures lasting quality but must be timed precisely according to produce type and size, as under or over blanching actually stimulates enzymatic activity and leads to a loss of flavor, color, vitamins, and minerals. This step also facilitates later processing, softening produce and loosening peels.
As stated previously, vegetables are generally blanched before other preliminary cutting, trimming, or coring steps, while in fruits the order is reversed. Vegetables also typically require longer, higher temperature heating as a result of their low acidity relative to fruits and need longer blanching times to neutralize microorganisms and develop a palatable final texture and flavor. Small scale blanching can be seen below.
Peeling
The peeling step removes the skins of the produce if desired. Depending on the type of fruit or vegetable, as well as company preference, this may be accomplished through mechanical peeling, steam peeling, or lye peeling.
Mechanical peeling, such as using a blade to peel a rotating orange, is typically used for fruits. Other types of equipment, such as abrasion devices and rotating sieve drums are also common.
Steam peeling, especially when used on vegetables, takes advantage of high temperature steam under high pressure to loosen the skins of produce. Fruits or vegetables are placed in an insulated, high-pressure retort, which may rotate or otherwise agitate its contents to facilitate peel removal. When the pressure inside the retort is suddenly released, steam under the skins rapidly expands and pops the skins. After steaming, the retort contents are fed through a hopper below the retort onto a roller coated conveyor or pinch roller, where the skins are pulled away under a spray of water.
Lye peeling, the preferred peeling method for coarse root vegetables, is accomplished by conveying or submerging produce through or in a hot solution of lye (sodium hydroxide). The alkali solution is extremely caustic and necessitates a post-wash in a revolving drum fitted with water sprays to remove residual lye, shown below. To sufficiently render the product safe for consumption and wash away the loosened peels, the water sprays reach pressures of 80 to 100 psi. Once thoroughly rinsed, the final taste of the produce should be unaffected.
Meats and Seafood
Similar to the ingredient preparation steps for fruits and vegetables, meat products are cleaned, cooked, and portioned.

Washing and Grading
After arriving at the processing plant, the meat is carefully washed to avoid bruising or otherwise damaging the meat.
Cutting and Trimming
After being collected from slaughter conditions, meats undergo size reduction by cutting for ease in handling and heat absorption during cooking. Seafood is sent to processing facilities for gutting, filleting, descaling, and washing. These processes are usually performed manually by factory workers.
Cooking
After cutting and trimming, the portioned meat is combined with a product-specific mixture of brine, sauces, broth, marinades, and/or other liquids to infuse flavor and create a cooking medium.
The cooking of meat products is done in retort cookers under pressures of 12 to 15 psi. The high pressure raises the boiling point of the liquids in the retort, speeding cooking, and forces surrounding liquids into the meat, allowing them to tenderize quickly and develop complex flavors.
Production and Preservation
Once the raw food products have been prepared, they move to the final phases of production: canning and labeling.
Canning
Canning follows a series of steps to assemble a final product that is safe for human consumption and has a long shelf life. Cans must be filled, sealed, sterilized, and then labeled before they can be distributed.
Filling
At this stage, the prepared ingredients are portioned and deposited into metal cans through the use of hoppers. The type of metal used to store preserved food, whether aluminum, tin, or steel, must be chosen to minimize unfavorable interactions between the metal and the food product, with food acidity being a primary concern. Cans designated for fruits and vegetables are typically given an enamel coating to increase shelf life, while aluminum cans are preferred for meat and seafood.
Extra liquid, such as broth, brine, or syrup, may also be added to the cans to aid preservation, improve flavor, and help create the vacuum necessary for safe heating under pressure. In general, 30% of the can volume should be a liquid to allow good heat transfer. Other food additives, spices, or oils can also improve and control nutritional value, flavor, moisture content and pH.
Exhausting and Sealing
Exhausting is the process by which air is removed from the can to prevent oxidative damage and spoilage. The evacuation of air also prevents unwanted gas expansion and pressure buildup during the sterilization step and improves heat penetration. Exhausting may be achieved with either a steam-flow sealer or a mechanical vacuum can sealer, which uses a pump to remove air.
In steam-flow sealing, the cans are passed at low temperatures into a clincher which deposits a lid and loosely covers the can without sealing. Steam is injected to displace the air and the can is quickly sealed to maintain the high composition of steam, which condenses during later processing to create a partial vacuum. Steam and pressure canners work similarly to accomplish this.
When the can is sealed, it undergoes two distinct steps to ensure a double seam and “hermetic” seal, which prevents interactions between the can contents and external environment. In each step, the lid-can interface is mechanically pinched and rolled tightly outward. Sealing compounds are applied to the edge of the seal to further protect against contamination.
Sterilization
Especially in the case of low-acid food products, it is crucial that canned goods be further subject to heat treatments after sealing that will neutralize microorganisms and enzymes in conjunction with the blanching step. The primary concern in sterilization is the highly heat resistant and sometimes lethal Clostridium botulinum, which necessitates a minimum sterilization temperature of 127°C (260°F) for low acid products and 100°C (212°F) for high acid products, with the distinction made at a pH of 4.6. As Cl. botulinum is unusually resistant to heat, these temperatures ensure that all other contaminants are neutralized as well.
Sterilization is performed in a continuous rotary cooker. Continuous rotary cookers, or spin cooker-coolers, consist of two horizontal, rotating shells: The sterilization shell and the cooling shell. Cans passed into the sterilization shell by a conveyor are heated to 100°C – 125°C (212°F – 257°F) and then move into the linked cooling shell where the cans are cooled, forming a partial vacuum in each can as water vapor condenses.
Labeling
The labeling of canned goods is relatively straightforward, with individual cans passing along a conveyor that runs through a labeling machine. The labeling machine feeds long strips of repeating adhesive labels that are wrapped around and pressed onto the individual cans. Labeling machines are often equipped with ink markers or printers that print expiration dates, removing the need for further processing during this step.
Prior to distribution, pallets of canned goods are often wrapped in plastic to prevent product loss or over agitation and then sent to storage.
Quality Control
Quality control measures in the canning plant aim to assure compliance with government regulations, maintain or improve product value, and minimize food spoilage and loss. Daily sanitation and plant inspections help to ensure that standards are met, and manual checks of the operating conditions further guarantee that the final canned product is as desired. Numerous in-plant tests of the final product are frequently conducted to ensure uniform quality among batches.
Canned food products may undergo tests to measure “headspace” in the can, or the vertical distance from the top of the food to the underside of the lid. With too much headspace, thermal heat treatments can cause the excess air to expand, building pressure and leading to a potential leak. If the can is overfilled and doesn’t have enough headspace, however, the food product itself may expand during heating and break the can’s seal, again causing leaks. Under regulations imposed by the U.S. Food and Drug Law, headspace must not exceed 10% of a container’s total volume.
To guarantee proportionate amounts of solid and liquid components within a canned food product, the “drained weight” of a sample can from a batch may be taken. The contents of the sample can are emptied over a mesh screen to drain the liquid, and the solids are weighed against an acceptable threshold. Underselling to the consumer by providing an insufficient weight of solid food products violates US regulations and must be avoided.
Equipment should be corrosion-resistant, non-toxic, and non-porous in order to ensure continued use and consumer safety. Common materials used in canned food production are stainless steel, tin, aluminum, and USDA-approved plastic. Additionally, dented or otherwise damaged cans should be removed from circulation.
Acknowledgments
- Poultry Workers Cutting and Trimming Chickens [Photograph]. (2016).
- Fruit Peeler [Photograph]. (2011).
- Tomra
- USDA
- U.S. Government Accountability Office from Washington, DC, United States / Public domain
- Adapted from Wikimedia Commons: Blanching and Shocked and Blanched in Cold Water
{kind=link}
.jpg){kind=link}
References
- A Guide to Can Defects and Basic Components of Double Seam Containers (Rep.). (2011). Association of Food and Drug Officials. Retrieved March 27, 2019.
- Badola, R. (2018, March 5). The History of Canning: Timeline. Retrieved from http://www.scind.org/1045/History/the-history-of-canning-timeline.html
- Dauthy, M. E. (1995). Fruit and Vegetable Processing (United Nations). Rome: Food and Agriculture Organization of the United Nations.
- Dunn, T. J. (2015). Food Packaging. In Kirk‐Othmer Encyclopedia of Chemical Technology, John Wiley & Sons, Inc (Ed.).
- Emerson Process Management. (2015). Lye Peeling of Fruits and Vegetables. Irvine, CA.
- Lopez, A. (1975). A Complete Course in Canning (10th ed.). Baltimore, MD: The Canning Trade.
- McGarry, J. (2018, October 09). Blanching Vegetables Preserves Nutrients. Retrieved from https://www.canr.msu.edu/news/blanching_vegetables_preserves_nutrients
- United States, Environmental Protection Agency., Office of Air Quality Planning and Standards. (1995). Compilation of Air Pollutant Emission Factors.
Developers
- Jack Schumaker
- Austin Potter