In powder coating, a dry polymer powder is applied to an object. Powder coating is less harmful to the environment than traditional wet spray painting because it produces lower VOC emissions. Typically powder coating is applied through an electrostatic spray or a fluidized bed.

Polymer Product Manufacturing Steps
Powder coating is one of the ways you can process the polymer in the manufacture of polymer products:
Electrostatic Spray
Powder particles are attracted to the object by application of a charge or directed by an electric field.

General Information
In the electrostatic spray process, compressed air pushes polymer powder out of a gun and onto the part. Powder particles are attracted to the piece by electrostatics.
The pieces to be coated are usually hung from an overhead conveyor that moves through the spraying area, oven, and unloading area. In the oven, the powder coat cures to a hard finish.

Equipment Design
Electrostatic spray units are available in manual and automated systems. In manual spray guns, such as the one shown below on the left, compressed air is blown into the powder canister to stir the powder particles. The air and particles travel through flexible tubing to the gun and are then sprayed onto the piece, as shown below on the right. In other manual systems, the powder is loosened by stirring it within a hopper or vibrating it in a container.

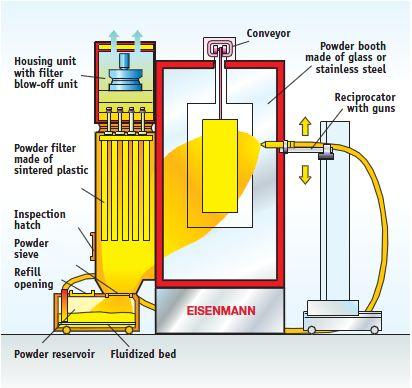
In automated systems, the part is usually hung from an overhead conveyor that runs through the spray booth and curing oven. Once the piece enters the booth a sensor triggers the powder guns, which coat the part. Air is pulled into the booth through the openings by an exhaust fan, preventing any powder from escaping. The powder is recovered from the air by cyclones, cartridge filters, or a combination of the two. Cyclones separate the powder from the air through centrifugal force. Air exits out the top and the powder leaves at the bottom. For more information see the Cyclones section of the encyclopedia. A cartridge filter separates by having the polymer powder collect on the outside of the filters and the clean air passes through the filters. For more information see the Filters section of the encyclopedia. The powder is then recycled back to the guns and clean air is vented to the room.
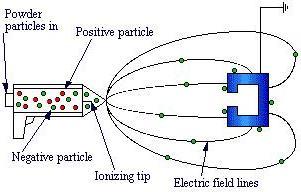
Two common spray guns are corona and tribo guns. The corona gun creates a strong electric field between the ionizing tip inside the gun and the piece, as shown below. Powder particles passing through the ionization field become negatively charged and repel each other, creating a fine mist. The particles follow the field lines to the piece, coating the front, back and sides. Powder particles are more attracted to uncoated areas of the object. The final coating thickness depends on the applied voltage. The inside section of the piece is not coated because there is no electric field there. This phenomenon is called the Faraday cage effect.
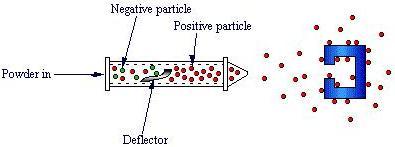
Instead of applying an electric field, the tribo gun mechanically applies a charge directly to the powder particles. Friction supplies the charge when incoming particles are deflected and forced to rub against the lining of the gun. Due to the absence of an external electric field, particles are able to penetrate areas difficult to reach with a corona gun.
Usage Examples
Electrostatic sprays can be used on almost any part that is painted by traditional wet paint methods. In addition to being less harmful to the environment than wet paint, electrostatic spray systems recover and recycle more than 95% of the material used.
Common substrates include steel, aluminum, zinc, lead, copper, brass, glass, and alloys. Coating materials used include nylon, vinyl, polyolefins, epoxy, polyester, and polyethylene.

Advantages
- Polymer powders contain less than one percent VOC’s.
- Provides abrasion and/or corrosion resistance.
- Electrical and thermal insulation of pieces.
- Produces thin, even coatings from 0.001″ to 0.010″.
- Recovery and recycling of powder are upwards of 95%.
- No solvents needed for clean-up.
- Plastic spray booths repel powder particles.
Disadvantages
- Complex parts are difficult to coat using corona gun due to the Faraday cage effect.
- Poor edge coverage with thin coatings.
- Polymer powder sticks to steel spray booths.
- Plastic spray booths are expensive.
- Tribo gun affected by high humidity.
- More equipment required for high line speeds with tribocharging.
Fluidized Bed
General Information/Equipment Design
In fluidized bed coating, air flows upwards through a bed of polymer particles. The bed is lifted by the air, creating a fluid-like cloud of particles. A heated object is then dipped into the cloud. Particles that contact the object fuse to the exposed surface, coating the object. The thickness of the coat is determined by the amount of time the object spends in the bed.
Usage Examples
A fluidized bed process is used when a heavy coating (0.01 to 0.04 inches) is needed. Fluidized beds also provide excellent edge coverage and are an economical way to prevent corrosion by encapsulating parts. A fluidized bed is made up of a powder container and an air receiver that are separated by a porous fluidizing bottom.
Advantages
- Superior edge coverage.
- More cost-effective than electrostatic spray.
- Corrosion resistance.
- Total encapsulation most effective use.
Disadvantages
- Selective deposition of powder is difficult to achieve.
- Frequent addition of powder is needed to prevent stratification of bed and poor coat quality.
Acknowledgements
- Eisenmann Co. , Deutschland
- Nordson Corporation, Westlake, OH
References
- Hughes, J. F. Electrostatic Powder Coating. New York: John Wiley & Sons, 1984.
- Lehr, William D. Powder Coating Systems. New York: McGraw-Hill, 1991.
- Miller, Emery P., and David D. Taft. Powder Coating. Dearborn, MI: Society of Manufacturing Engineers, 1974.
- Rosen, Stephen L. Fundamental Principles of Polymeric Materials. New York: John Wiley & Sons, 1982.
Developers
- Amber Ratliff
- Steve Wesorick
- Matthew Robertson
- Henry Chen
- Jackie Priestley