
The terms “mixing” and “blending” are often used interchangeably, but in general, blending is a much gentler process. All mixing and blending can be categorized as either a batch or continuous process. Batch mixers are typically used when production quantities are small, strict quality control is needed, or the blend formula changes frequently. Continuous mixers are typically used for high production rates, combinations of multiple process streams, or to eliminate batch-to-batch variations. Each of the types of mixers in this article covers general information, equipment design, usage examples, and advantages/disadvantages.
Solid-Solid & Solid-Liquid Mixers
Kneaders
Kneaders are high-intensity mixers for cohesive solid systems. Cohesives can be thought of as “sticky” materials, like adhesives or rubber.

General Information
Some kneaders achieve their mixing action by squashing the mass flat, folding it, and squashing it again. Others tear the mass apart and shear it between a moving blade and a stationary surface.
There are two main types of kneaders: Banbury mixers, such as the one shown here, and double arm kneaders.

Equipment Design
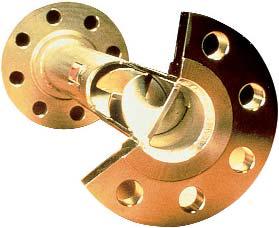
A Banbury mixer is a heavy-duty two arm mixer that contains a figure eight chamber with a rotor in each lobe. The material is fed at the top of the mixer, and a floating weight, or ram, drops on top of the feed to confine the material to the mixing space and exert extra pressure on the material. The rotors turn towards each other at different speeds, and the material is sheared between the rotors and the walls. The saddle between the rotors is attached to a discharge door.
The double arm kneader consists of two heavy blades on parallel horizontal shafts, shown below, turning in a trough with a saddle-shaped bottom. The type of blade used depends on the material and type of mixing desired. The blades turn towards each other at the top, drawing mass downward over the point of the saddle, then shear it between the blades and wall of the trough. The blades can be mounted so that their paths are either tangential or overlapping. Tangential gives faster mixing speed, while overlapping prevents buildup of “sticky” material. The material is discharged through a door at the bottom of the trough, or the mixer is tilted for discharge.

Usage Examples
Kneaders are used primarily in the plastics and rubber industries. They are commonly used for resins, adhesives, putty, baking dough, and cellulose additives. Specific applications involving kneaders include mixing of wood flour and linseed oil in linoleum manufacture, and incorporation of fillers, softeners, and accelerators into rubber stock.
Banbury kneaders are typically used to mix rubber and plastic solids, dissolve rubber, and to disperse rubber in liquids. A laboratory size Banbury kneader is shown on the left. Double arm kneaders, like those to the right, are typically used to mix suspensions, pastes, and light plastic masses.


Advantages
- Rugged construction allows considerable power per volume to be applied.
- Intensive agitation results in short mixing time.
- Close blade clearance helps eliminate stagnant material areas.
- Easy to clean after mixing sticky material.
- Double arm kneaders available in wide range of sizes.
Disadvantages
- Banbury mixer is limited to small batches because of close rotor clearance and small shaft size.
- Too much friction produced in the confined area may result in heating, which would limit mixing of heat-sensitive materials.
- Discharge of finished mixture is sometimes difficult.
- If blades are not overlapping, material may simply rotate about the axis in a cylinder-like glob without getting mixed (rubbery materials have a tendency to “ride” the blades like this).
Extruder
Extruders are used to mix liquid-solid systems and to extrude molten or plasticized polymers to semifinal and final product forms. For more detailed information see the Extruders section of this encyclopedia.

General Information
The feed to an extruder usually contains the base polymer in granular or powder form, together with additives such as stabilizers, plasticizers, and coloring pigments. The base polymer and additive are combined in a feed tunnel, providing a relatively homogeneous mass that is then extruded in the main working chamber (screw channel).

Equipment Design
During processing in the extruder, the polymer is melted and the additives are mixed. The feed enters a channel where it is mixed by one or two rotating screws. The extrudate product is delivered at high pressure and at a controlled rate from the extruder for shaping by a die or mold.

In single screw extruders, the mixing quality is established by the total shear deformation for a given material volume. There are two types of flow in the channel: longitudinal, along its helical axis, and transverse, a type of circulatory motion. Single screw extruders are effective for highly viscous materials, because they allow for the attachment of larger gears.

Twin/double screw extruders are more effective for most applications because they contain intermeshing screws. The screws can be either counter-rotating or co-rotating. One modification to a double screw extruder is the introduction of an interrupted helix (teeth and gaps). The teeth on the rotating screw pass between stationary teeth on the casing. Material between the meshing teeth is thus subjected to longitudinal, axial, and radial shears.

Usage Examples
Extruders are found primarily in the plastics industry, where they are used in the preparation of additives such as pigments, and resins. The extruder below can be used to process cat and dog foods, floating and sinking fishfeeds for the aquaculture industry and fish-farming, textured vegetable protein, gelatinized starches, infant formulations, and finger snacks.


Advantages
- Capital cost and power requirement lower for single screws.
- Mixing performance can be improved by using additional mixing heads or in-line static mixers.
Disadvantages
- Single screw shearing is not intense.
- Single screw mixers not as effective as co-rotating and counter-rotating twin screw mixers.
Tumbler
Tumblers mix free-flowing solids that are used for powders and pastes. Tumblers are commonly used because of their simplicity. They are seen most frequently in the pharmaceutical and food industries because their batch operation allows for close quality control and their gentle mixing prevents damage to fragile particles. The picture below is an example of a shaker-mixer that is used to blend various powders.

General Information
Tumblers provide “gentle” blending as material tumbles about a horizontal axis in an enclosed rotating unit. They come in many shapes, such as cubes, cones, Y- and V-shaped, such as the tumbler shown here.

Equipment Design
A tumbler consists of a totally enclosed vessel rotated about an axis, causing the particles within the mixer to “tumble” over each other onto the mixture surface. To achieve a fast blending time ingredients are typically loaded top to bottom instead of side to side. This ensures that the main flow caused by the rotating drum is in the same direction as the mixing. Shown below is a V-shaped tumbler. Note the horizontal axis on which the container spins.
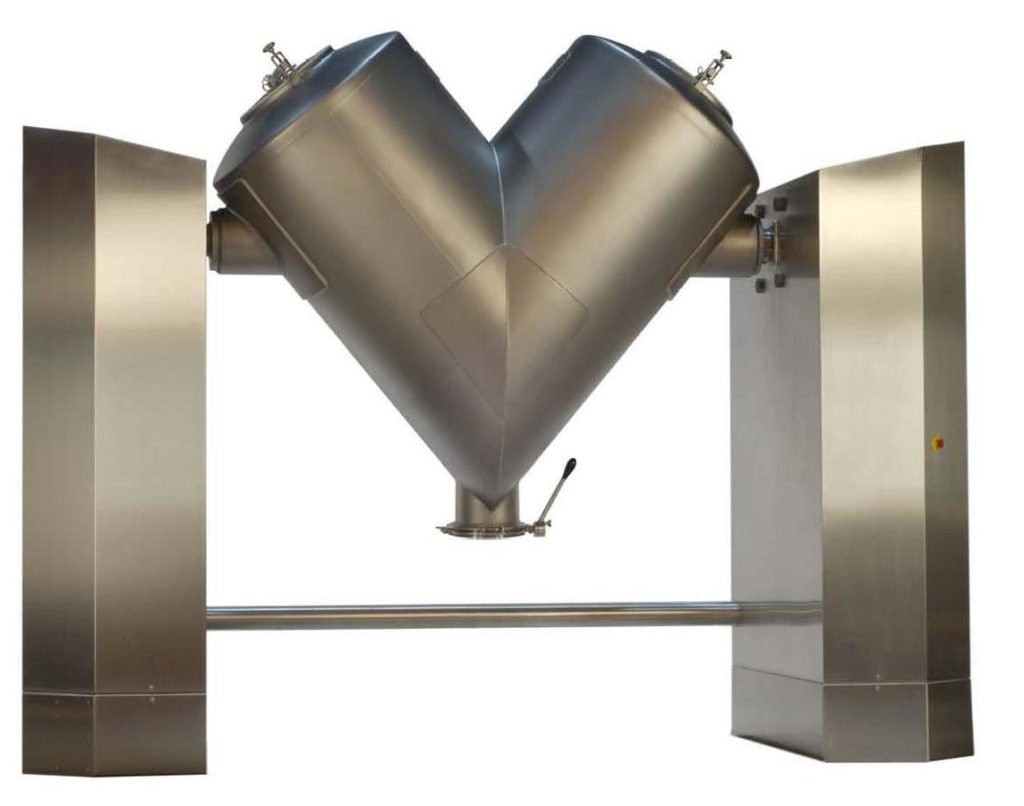
Tumblers typically operate at speeds of 5-25 rpm and have capacities of 0.5 – 200 ft 3. They can be filled to about 75% of their maximum capacity. Shown below is an example of a mixer-shaker in action.

The most recent technology in tumble mixing is in-bin blending. In-bin blending allows for ingredients to be loaded, tumble-blended, then stored or transported all in the same container. The advantages of this technology are the elimination of a transfer step from blender to container, and the elimination of a cleaning step between different batches. Since the process is all occurring within one container, forces that could potentially cause segregation of the mixture are also greatly reduced.
Usage Examples
Tumblers are used in processes that involve the mixing of free-flowing powders and pastes. Shown here is a double cone tumbler.

Advantages
- Can handle large volumes.
- Easy to clean, which allows for greater production flexibility.
- Little wear on equipment.
- Gentle mixing for delicate particles.
- High quality control is possible.
Disadvantages
- Cannot be used to break up agglomerates.
- Cannot handle highly cohesive mixtures.
- Cannot be adapted to a continuous blending process.
Ribbon Mixer
Ribbon mixers are the most widely used type of convective mixer. In general, convective mixers consist of a shell and an internal rotating element.

General Information
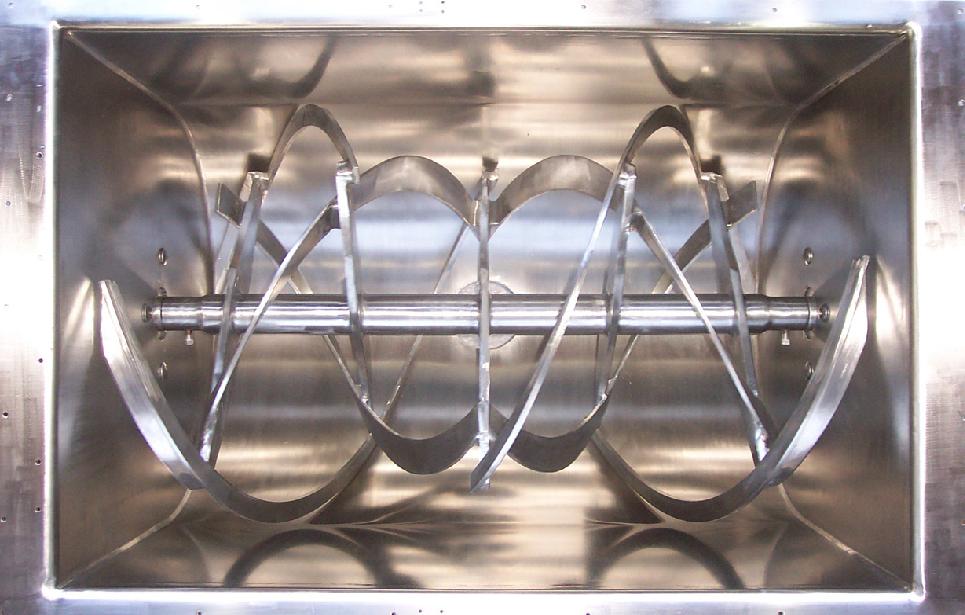
Ribbon mixers are made up of a horizontal trough with a central shaft and two spiral-shaped ribbons that twist within a stationary shell. Ribbon mixers are adaptable for batch or continuous mixing and come in many types. Variations include number of spirals and size.
Equipment Design
The upper capacity of a ribbon mixer is limited by the need for the ribbons to completely clear the powder surface. The outer blade may move in an opposite direction to the inside blade and at a different speed. The outer blade also needs to be close to the chamber wall to keep material from sticking to it.

Usage Examples
Ribbon mixers are ideal for mixing free-flowing, low-density materials or thin pastes and powders that do not flow readily. The carbon steel ribbon blender pictured on the left is used for mixing grout and cement-based products. The jacketed ribbon and paddle mixer pictured on the right is used in the chemical industry.

Paddle Mixer


(Pictures copyright Patterson Industries (Canada) Ltd., Scarborough, Ontario)
Advantages
- Short mixing cycle times.
- Capacities range from 1 – 1000 ft 3.
- Small surface area of ribbons lessens resistance, allowing operation with low power requirements.
- Can be adapted for either batch or continuous processes.
- Easily outfitted with a heating or cooling jacket unlike a tumbler.
- Can handle a wide range of materials, including highly cohesive mixtures.
Disadvantages
- Rate of mixing is greater at the surface, causing local differences in mixture composition.
- Attrition of particles may occur at the wall due to the higher forces present there.
- Prone to dead spots, especially near the discharge valve, and along the central axis.
Mullers
General Information/Equipment Design
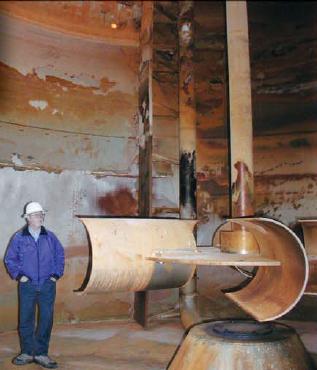
Mullers are liquid-solid system mixers consisting of a circular pan and a turret, with large rollers.
There are 3 types of batch mullers:
- stationary pan with rotating turret, shown below.
- rotating pan with stationary turret
- countercurrent pan and turret
The material to be mixed is moved from the outside to the inside of the pan and is crushed and rolled over by the mullers. The rollers sometimes skid, resulting in shearing and coarse-scale mixing, which is aided by the plows and scrapers.
A continuous muller consists of two batch pan/turret systems joined to make a figure eight design. In a continuous muller material builds up in one pan until the feed rate into that pan equals the discharge rate from the second pan.
Advantages
- Effectively breaks up lumps and aggregates.
- Versatile:
- material to be mixed may be wet or dry
- used over a broad range of densities and viscosities
- can handle large capacities
- Useful for mixing problems requiring aggregate breakdown, frictional anchorage of particles to one another, and densification of the final mixture.
Disadvantages
- Cannot be adapted for vacuum or different pressures.
- Excessively fluid or sticky materials cannot be mixed.
- Not used for basic blending because of high cost and high power requirements.
- Treats material roughly.
Liquid-Liquid & Liquid-Gas Mixers
Static Mixer
Static mixers, also called motionless mixers, are in-line mixing devices that consist of mixing elements inserted in a length of pipe.

General Information
In-line/static mixers consist of a stationary unit housed within a pipe. The material to be mixed is fed through the mixer via a pumping system. The material then undergoes a series of flow divisions and reorientations as it travels down the pipe.
Equipment Design
The design of static mixers allows for continuous operation and a small working volume and are typically used for short residence time applications. In the laminar region, the mixing is independent of fluid flow rate and fluid properties. For liquid-liquid and gas-liquid dispersion, mixing must occur in the turbulent region to generate sufficient mass transfer area. Below are pictures of fluid flowing through static mixers.



(Copyright Chemineer, Inc., Dayton, OH)
Usage Examples
Applications include:
- Blueberries in yogurt
- Pre-carbonation of soft drinks and wines
- Hydrogenation of fats and oils
- De-oxidation of food with N2 to retard spoilage
- Catalyst addition
- Drilling mud cement mixing
- Gaseous blending
- Lube oil blending
Chemical Processes
- Dilution of chemicals
- Mass transfer
- Simple blending of multiple chemicals
Advantages
- Continuous operation allows for predictable and repeatable mixing performance.
- Small working volume.
- Available to fit various pipe diameters.
- No moving parts.
- Many choices of construction materials.
Disadvantages
- Additional pumping energy needed because of pressure losses.
- Almost no axial mixing.
- Feed streams need to be at an approximately constant flow ratio.
- At present, limited information is available on actual mixing quality and on best designs for a given process criteria.
Mechanically Mixed Tanks
Mechanically mixed tanks use impellers to move material.

General Information
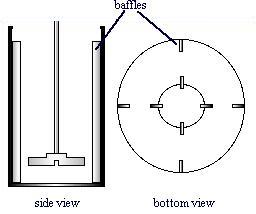
The tanks used in most mechanically mixed tanks are cylindrical and vertically upright. Different types of agitation can be achieved by using a variety of tank bottoms and impellers and through the use of baffles.

Equipment Design
Mechanically mixed tanks consist of a tank, impellers to agitate the material, and baffles to prevent dropping of the liquid level near the impeller. The tanks are usually filled to a depth of one tank diameter.



Impellers are the main stirring devices in mechanical mixing tanks. The choice of impeller depends on the vessel shape and size, the mixture’s viscosity, and the desired rotational speed. Impellers can be top or side entering, as shown in the pictures, and result in radial or axial flow.


(Copyright Chemineer, Inc., Dayton, OH)
These are the main types of impellers.
Radial Flow



Axial Flow



(Copyright Chemineer, Inc., Dayton, OH)
Baffles are flat, vertical strips placed along or near the vessel walls to prevent vortexing and unbalanced fluid forces on the rotating shaft. The standard is to have four equally spaced baffles in a tank if they are needed (baffles are generally not needed for viscous mixtures).
Usage Examples
Mechanically mixed tanks are used in processes which involve:
- suspension of solid particles
- blending of miscible liquids
- dispersion of a gas through the liquid in the form of bubbles
- dispersion of a second liquid, immiscible with the first, to form an emulsion or suspension of fine drops
- promotion of heat transfer between the liquid and a coil or heating jacket.
The pictures below are examples of mechanical mixers in use. The pictures to the left show impellers being used in wastewater treatment plants. Mixers are used in de-nitrification and disinfection processes. On the right is an example of an impeller that uses a swinging motion instead of the conventional rotational motion.


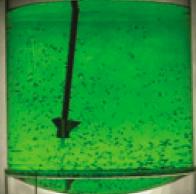
(Copyright Chemineer, Inc., Dayton, OH)
Advantages
- Familiar and cheap cost.
Disadvantages
- Contain seals, which are usually reliable up to higher pressures, but which may fail and leak.
Jet Mixers
Jet mixers are used to mix low viscosity fluids within a vessel. Jet mixers provide a simple mixing and agitation technique without using in-tank moving parts. Mixing performance is controlled by adjusting the flow provided by the pump.
General Information
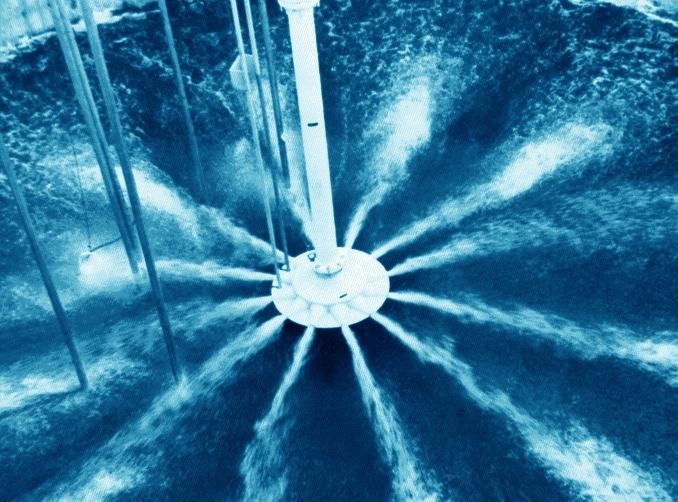
A fast-moving jet of liquid is injected into a slower-moving or stationary fluid through a nozzle. A pump is used to withdraw part of the liquid from the vessel and recycle it to the tank via the nozzle.
Equipment Design
The momentum transferred from the high-velocity jet to the liquid in the vessel causes the mixing action and circulation within the tank. In large tanks, several nozzles are used.
Usage Examples
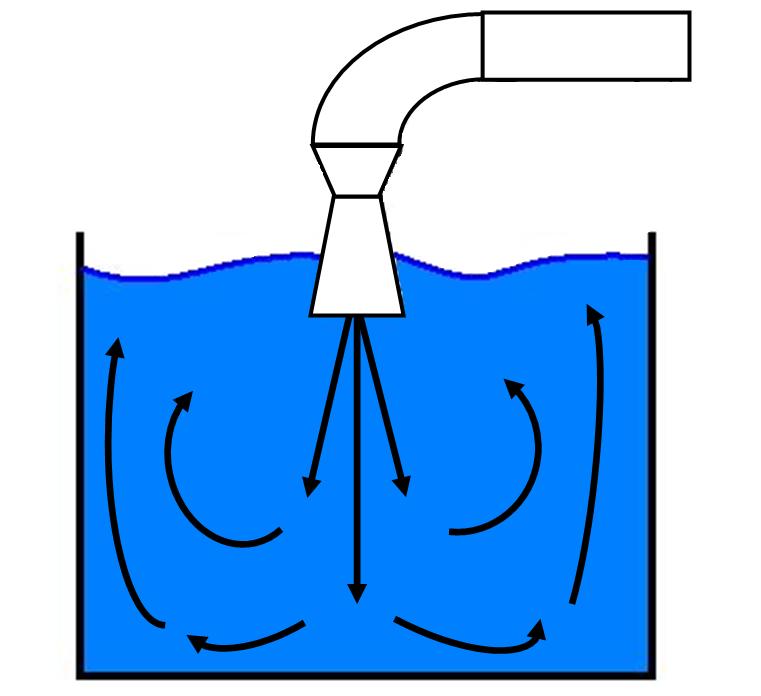
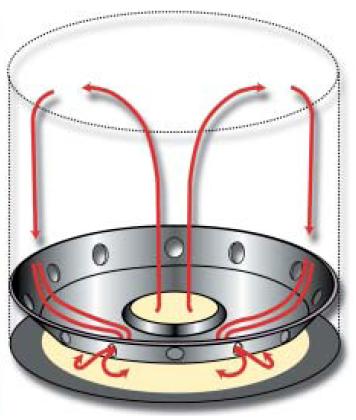
Jet mixers are adaptable for use in either tanks or tubes and can be used to mix certain multiphase systems. These systems include liquid-gas systems, miscible liquids or liquids containing slow-settling sediments. The mixers ensure that the sediments remain in suspension. The mixer below uses a diaphragm to induce jet mixing. When the diaphragm is pulled down more fluid is pulled through the peripheral openings than the center opening. When the diaphragm is pushed up more fluid flows through the center opening. This causes fluid to flow up the center and down at the walls, as shown in the schematic.

(Copyright Chemineer, Inc., Dayton, OH)
Advantages
- Lower cost than equivalent mechanically mixed system.
- Cost of pump is less than cost of mechanical mixer assembly.
- Tank does not need to be reinforced as it does for mechanical mixed tanks.
- Low maintenance costs.
Disadvantages
- Design information is both limited and contradictory.
- Energy costs are higher than for equivalent mechanically mixed system.
- Restricted to mixing miscible liquids or keeping very slow settling sediments in suspension; should not be chosen for suspending rapidly settling particles or mixing pseudoplastic slurries.
Acknowledgements
- Aadvanced Machinery Inc., Clinton Township, MI
- Anderson International Corp., Cleveland, OH
- Baker Perkins Ltd., Peterborough, UK
- B&P Process Equipment , Saginaw, MI
- C.W. Brabender Instruments, Inc , South Hackensack, NJ
- Chemineer, Inc., Dayton, OH
- Farrel Corporation, Ansonia, CT
- Glen Mills Inc., Clifton, NJ
- H.C. Davis Sons Manufacturing Co., Inc., Bonner Springs, KS
- Mixing Systems, Inc., Dayton, OH
- Patterson Industries (Canada) Ltd., Scarborough, Ontario
- PK Process Equipment/Buflovak LLC, East Stroudsburg, PA
References
- Cheremisinoff, Nicholas P. Guidebook to Mixing and Compounding Practices. Englewood Cliffs, N.J.: Prentice-Hall, 1994. Print.
- Geankoplis, Christie J. Transport Processes and Unit Operations. Englewood Cliffs, N.J.: Prentice-Hall, 1993. Print.
- Harnby, N., M.F. Edwards, and A. W. Nienaw. Mixing in the Process Industries. 2nd ed. Boston: Butterworth-Heinemann, 1992: 42, 52-55, 124, 127, 132-134, 159-181, 215, 217-221, 225-247, 250-293. Print.
- Irving & Sexton, op. cit. Paton et al. in Bernhert. Processing of Thermoplastic Materials. NY: Reinhold, 1967. Print.
- Maynard, Eric. “Blender Selection and Avoidance of Post-Blend Segregation.” Chemical Engineering. 5 (2008): 67 – 72.
- McCabe, Warren L., Juliane Smith, and Peter Harriott. Unit Operations of Chemical Engineering, 5th ed. New York: McGraw- Hill, 1993. Print.
- McDonough, Robert J. Mixing for the Process Industries. New York: Van Nostrand Reinhold, 1992: 158-175. Print.
- Nagata, Shinji. Mixing: Principles and Applications. New York: John Wiley & Sons, 1975: 198, 211. Print.
- Perry, Robert H., and Don W. Green. Perry’s Chemical Engineers’ Handbook. 7th ed. New York: McGraw-Hill, 1997: 18-27 – 18-28, 18-30, 19-12 – 19-13. Print.
- Purutyan, Herman, Brian H. Pittenger, and John W. Carson. “Solve Solids Handling Problems by Retrofitting.” Chemical Engineering Progress, April 1998: 27-39. Print.
- Walas, Stanley M. Chemical Process Equipment. Boston: Butterworth-Heinenmann, 1990. Print.
- Walsh, Michael F. and Vincent M. McCalley. “Consider Magnetically- Driven Pilot Mixers.” Chemical Engineering Progress November 1994: 71. Print.
Developers
- Amjed Al-Zoubi
- Jennifer Barber
- Sujata Naik
- Steve Wesorick
- Alex Wozniak
- Joseph Palazzolo
- Matthew Robertson
- Kelsey Kaplan
- Andrea Roberts
- Keith Minbiole